您好,歡迎進入蘇州黄片91測量設備有限公司官網!
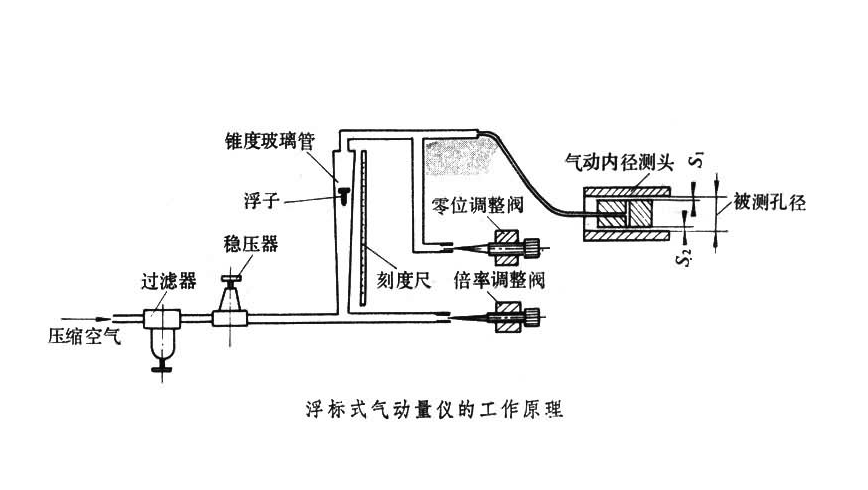
氣動測量(liàng)儀怎麽調?怎麽校準?
氣動測量儀怎麽調?氣動量儀在使用過程中需(xū)要經常調整倍率和零(líng)位。量(liàng)儀的各項性能指標的調整大多在生產過程中進行,其前提是量儀各零件都未使用過、氣源符合要求、檢定工具(jù)是(shì)標準的。
查看詳情
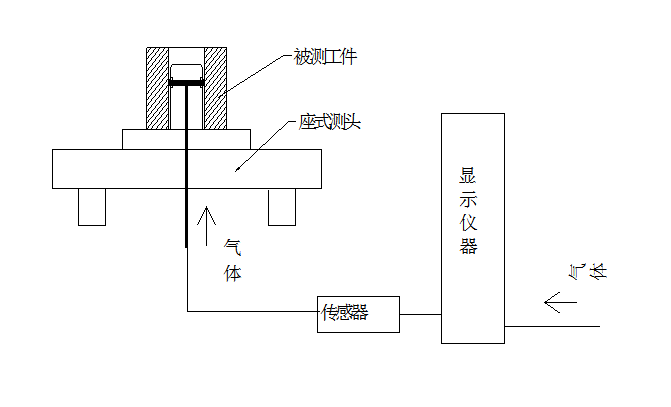
氣動測量儀的優點是什麽?
氣動測量(liàng)儀是一種(zhǒng)非接觸式的,利用(yòng)壓縮空氣作動力的測量器具。氣動量儀能夠與各種類型的氣動傳感器配合使用;它與不同(tóng)的氣動(dòng)測頭搭配,可以實現多種參數的測量;還(hái)可(kě)用於多台(tái)拚合檢測(cè)。氣(qì)動測量儀具備哪些優點?
查看詳情
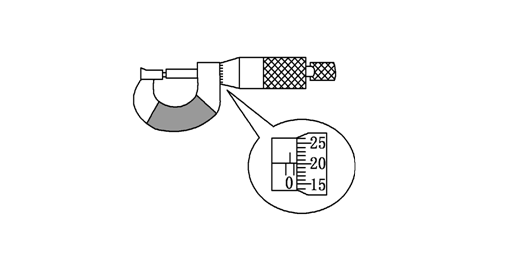
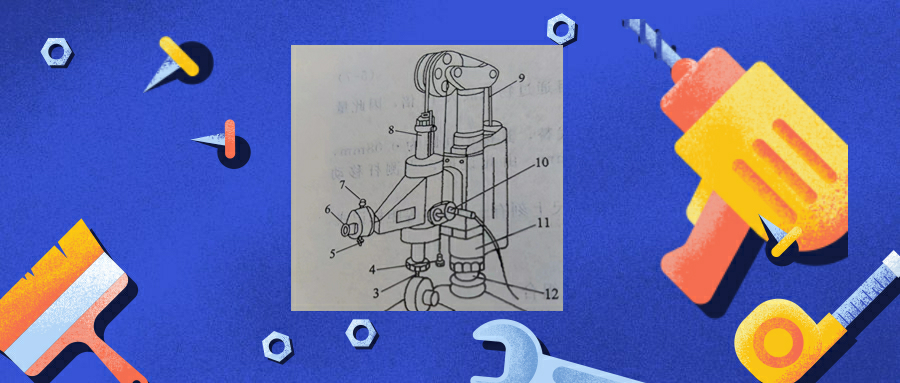
解說千分尺的工作原理
千分尺是應用了螺旋副傳動的原理,借助測微螺杆(gǎn)與螺紋軸套的(de)精密配合將測微螺杆的旋轉運動變為直線位移,即螺杆在軸套中旋轉一周,螺杆便沿著旋轉軸線方向前進或後退一個螺距的(de)距離。因此(cǐ),測微螺杆沿軸線方向移動的微小距離,就能用圓周上(shàng)的讀數(shù)表示出來。
查看詳情
三坐標測量機的測量原(yuán)理是(shì)什麽?如何操作?
三(sān)坐標測量機是(shì)基於坐標測量的(de)通用化數字測量設備,是一種具(jù)有可作三個(gè)方向移動的探測器,可在三個相互垂直的導軌上移動,此探測器以接觸或非(fēi)接觸等(děng)方式傳送信號。其(qí)測量原理:
查看詳情(qíng)

深度百分表的(de)使用方(fāng)法是什麽?
深度指示表是測量盲孔、凹槽等深度尺寸的計量器具,簡稱深度表。其中以百分表進讀數的(de)指示表稱為深度百分表,以千分表進(jìn)行讀數的稱為深度千(qiān)分表。深度指(zhǐ)示(shì)表由指(zhǐ)示表、鎖緊裝置、基(jī)座、可換測杆和測頭等組成。深(shēn)度指示表根(gēn)據讀數(shù)方式的不同,又(yòu)分為指針式深度指示表和數顯式深度指示(shì)表:
查看詳情

電感測微儀有哪些?選擇測頭後,需要注意什麽?
電感測微儀時一(yī)種能夠測量微小位移(yí)量的高準確度測量儀器,它由電感傳感(gǎn)器將被測尺寸(cùn)轉換成電信號,並有數字、指針或光柱(zhù)將被測尺寸顯示出來。按照顯示器的不同,電感測微儀分為數顯式、指針式、電子柱式三種形式:
查看詳情
立式測長儀測量軸(zhóu)徑的步驟詳解(jiě)
測長儀是一(yī)種高效(xiào)率的單坐標接觸式長度測量儀器,主要用於精密零件及量具的(de)內、外尺寸(cùn)測量,可進行絕(jué)對測量,也可借助其他(tā)標準量具相對測量,還可利用附件測(cè)量螺紋中經等。立式測長儀測量軸徑的工作步驟:
查看詳情

提(tí)高零件加工精度的誤差補償方法(fǎ)是什麽?
誤差補償就是人為製造的一(yī)種新的誤(wù)差的方式,去抵(dǐ)消原來工藝係統中存在的原始誤差,從(cóng)而有效提升工件(jiàn)加工精度。用誤差補償的方法消除和減小常值係統(抵消常值係統誤差的補(bǔ)償量是不變的)的誤差是相對容(róng)易的。那麽提高零件(jiàn)加工精度的誤差補償方(fāng)法是什麽?
查看詳情(qíng)
18260179165
400-017-9165
 QQ
QQ
 2428417205
2428417205
 郵箱
郵箱
 admin@hanceliang.com
admin@hanceliang.com
 地址
地址
 蘇州市高新區金楓路216號東(dōng)創科技園B2-210室
蘇州市高新區金楓路216號東(dōng)創科技園B2-210室
 微信公眾號
微信公眾號
 手機端
手機端